2025.07.01 更新
基礎知識
【アルミ加工の基本】アルマイト処理と溶接の順番・相性
アルミ部品を設計・加工する際に、課題になるのが「アルマイト処理と溶接は両立できるのか?」というテーマです。
溶接してからアルマイト?アルマイトしてから溶接?
この記事では、アルマイト処理専門メーカーの視点から、順番・注意点・代替策をわかりやすく整理します。
Index目次
1.そもそもアルマイト処理とは?
アルマイト処理(陽極酸化処理)は、アルミ表面に酸化皮膜(Al₂O₃)を生成させる表面処理です。
◎【主な目的】
- 耐食性向上
- 耐摩耗性向上
- 装飾性向上
- 絶縁性付与
◎【特徴】
- セラミックのような硬い皮膜
- 通常数μm〜数十μmの皮膜厚
- 軽量部品の耐久性を向上できる
当社の「カシマコート」「MDコート」なども、このアルマイト処理を基盤にした特殊皮膜です。
2.アルミ溶接とは?
アルミの溶接では以下の手法が主流です。
- TIG溶接
- MIG溶接
- レーザー溶接
いずれも高温でアルミを溶融し、母材同士を一体化させる接合方法です。
◎【主な目的】
- 部品同士の強固な一体化
- 強度部品、構造部材の製作
- 密閉性の確保
◎【特徴】
- 加熱により熱影響部(HAZ※¹)が発生
- 組織変化、残留応力が生じる
- 溶接ビード表面に酸化膜が形成されやすい
※¹HAZ(Heat Affecd Zone)とは?
溶接によって母材の組織や機械的性質が変化した領域で溶融していない部位を指す。
3.アルマイト処理と溶接の順番は?
ここがもっとも重要なポイントです。
基本原則:「溶接 → アルマイト処理」
理由① 溶接時にアルマイト皮膜が邪魔をしない
- アルマイト皮膜の融点は約2000℃で、アルミよりもはるかに高い
- 溶接時に溶けず融着を妨げる
理由② 接合強度が安定する
- 素材同士が母材金属で直接結合できる
理由③ アルマイト処理で一括仕上げできる
- 溶接ビード・熱影響部も含めて皮膜形成が可能(溶接後適切な処理が必要)
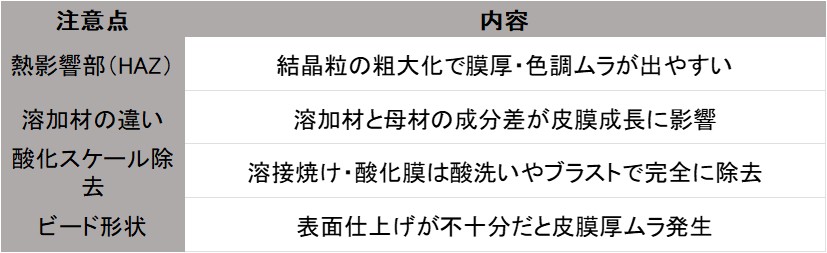
4.溶接後にアルマイト処理する際の注意点
溶接後にアルマイト処理は出来なくは無い。
ただし、溶接後のアルマイト処理は前処理の品質が非常に重要になります。
アルマイト皮膜の安定性は前処理の出来次第です。
➡ 外観重視・精密部品では推奨出来ません。
➡ 前処理を丁寧に行っても良好な皮膜が得られない事もあります。
5.アルマイト後の溶接はできるのか?
結論:基本的に推奨しない
なぜならば、酸化皮膜が融着を妨げ、
溶接欠陥(未融着・割れ・ブローホール)リスクが高まるため。
アルマイト皮膜除去無しでの溶接は不可能と考えて下さい。
どうしても必要な場合の対応策

設計段階での加工順序検討が重要です。
6.まとめ:アルマイトと溶接は順番が成功のカギ
1.アルマイト処理と溶接は基本順序が重要
溶接 → アルマイト処理が基本ルール
2.溶接後のアルマイト処理は前処理の品質が決め手
3.アルマイト後の溶接は原則避け、代替工法を検討する

